资讯推荐
INFORMATION咨询热线
400-880-5582 地址:福建省厦门市集美区杏林湾478号2801单元
业务:400-880-5582
传真:0592-5705863
邮箱:zg@xmzgxcl.com
业务:400-880-5582
传真:0592-5705863
邮箱:zg@xmzgxcl.com
厂家推荐
FACTORY- 徐州新沂YXB75-350-700型澳门新葡萄京27111com生产厂家
- 嘉兴钢筋桁架澳门新葡萄京27111com生产厂家及TD5-120优势
- 云南楚雄澳门新葡萄京27111comTD6-180型钢筋桁架澳门新葡萄京27111com供应商
- 湘潭压型钢板厂家 YXB65-225-675(B)闭口压型钢板
- 衡阳压型钢板厂家型号YXB65-185-555(B)闭口澳门新葡萄京27111com
- 扬州压型钢板型号YXB65-225-675(B)闭口澳门新葡萄京27111com
- 宁波澳门新葡萄京27111com厂家 YX76-305-915镀锌澳门新葡萄京27111com
- 南通压型钢板型号YXB60-200-600(B)闭口澳门新葡萄京27111com
大型钢结构厂房安装精度控制关键技术
发布时间:2021/08/04 点击量:
本文以富山基地标准化厂房项目二标段的江铃新能源汽车总装车间为例,系统先容了钢构件安装的整体思路,重点对钢柱定位、主次桁架吊装及节点的精度控制进行了详细研究,可为类似工程提供借鉴和参考。
一、工程概述
富山基地标准化厂房项目二标段位于南昌小蓝经济技术开发区,包括 4 号工业厂房、5 号工业厂房、产品展示中心、应急及服务中心、质量检查间、出库管理房、发运中心、道路及广场、绿化(含整个项目围墙工程)等工程。4 号工业厂房为总装工业厂房,体量最大,建筑面积117941㎡ 。主体厂房为单层,分为总装车间和生产准备车间。生产准备车间为门式钢架结构,总装车间为桁架结构,车间外侧贴建二层钢框架和钢筋混凝土框架辅助用房,局部贴建单层钢框架辅助用房。
二、钢结构安装整体思路
本厂房项目钢结构种类丰富,含钢柱、钢桁架、门式钢架及钢网架,安装精度要求高。经过多次方案优化,安装分两个阶段进行。第一个阶段采用“分件流水法”安装同类型构件,如钢柱、柱间支撑、钢桁架等;第二个阶段采用“节间综合法”安装特殊结构,如屋面系统。因为总装车间为钢桁架结构、生产准备车间为门式钢架结构、辅助用房为型钢结构,根据结构特点,将项目划分为三个区进行安装,分别为总装车间东部装配Ⅰ区为第一段,西部装配Ⅱ区为第二段,每个段域设一个作业班组,吊装时从北往南顺序安装;生产准备车间东部装配Ⅰ区为第一段,西部装配Ⅱ区为第二段,每个段域设一个作业班组,吊装时从北往南顺序安装;辅助用房为一个段区,分别完成吊装。
三、钢结构安装精度控制关键技术
钢结构构件的制作一般分为工厂下料、焊接组装、预拼装、喷砂除锈等步骤。厂房各构件安装流程如图1。

图1 总装车间厂房钢构件安装流程图
1、钢构件生产、运输
本项目的所有钢构件切割、组焊、抛丸、喷漆等工序均在钢构厂中完成,并安排 1~2 名质检员驻场把控生产质量。钢桁架在工厂分段制作好后打上样冲眼,节段间匹配制作,以便于现场组装。钢构件在出厂前进行整体或分段分层临时性组装,检查各尺寸是否满足图纸要求,各装配孔位置是否满足安装要求。钢构件运输采取大型运输车辆,构件下方受力点处放置枕木,同时利用固定工具将钢构件固定在车上。
2、钢构件安装
(1)钢柱安装
先根据实际测量杯口尺寸,弹出杯口柱底标高控制线,将膨胀螺栓打入杯口侧壁和短柱顶部,将角钢固定到膨胀螺栓上并分别焊接为一个钢架体,然后将箱型柱落入预定标高上,再调整垂直度并焊接。待上部主桁架结构安装完成后,再对杯口进行二次灌浆。
为了防止钢柱的转动,吊装时采用溜绳令钢柱可控。当钢柱吊装好后,马上将螺帽拧紧临时固定,以防止钢柱倾覆,如图2所示。如果大幅度调整钢柱的垂直度,需使用千斤顶来完成,小幅度调整可通过在座浆墩上加减薄垫片实现。
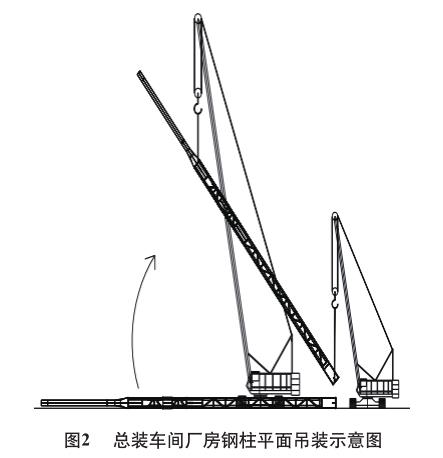
图2 总装车间厂房钢柱平面吊装示意图
(2)钢桁架安装
工业厂房屋面结构为钢桁架,桁架尺寸包括7.5m、18m、24m、27m、30m 五类,对27m和30m的钢桁架分段运输至现场拼装成整体,现场采用双机抬吊、主次桁架分开搭配安装的方案进行施工。首先进行钢柱间钢托架的整体吊装,钢托架桁架就位后,再次检查构件的轴线位移、标高等,确保无误后,再安装钢屋架构件,重复以上检查程序,依次吊装各构件到指定位置,然后空中对接。在主桁架就位后,两榀主桁架之间通过次桁架连接固定,从而形成整体稳定体系。如图3所示。
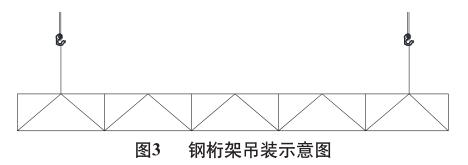
图3 钢桁架吊装示意图
(3)钢屋架安装
吊装时先将各段钢屋架放置在地面专制的拼装模架上,用 100t 或 50t 汽车起重机起吊,两端钢柱处搭脚手架平台,在平台上与钢柱联接。为了防止变形,吊装加专制的格构式扁担梁。柱、钢屋架门架形成后,及时安装柱间支撑、屋面支撑、拉杆及系杆,用安装螺栓紧固或点焊牢,然后再逐一依次焊接,使整个系统成为刚体。
3、安装控制要点
(1)钢柱垂直度控制要点
钢柱安装完毕进行柱间支撑安装,严格按照施工图要求依次用螺栓连接。用两台经纬仪安置在纵横轴线上校正钢柱的垂直度,先对准柱底垂直翼缘板或中线,再渐渐仰视到柱顶,如中线偏离视线,表示钢柱不垂直,可指挥安装人员调节拉绳或支撑。在吊装钢梁或安装竖向构件时,还须对钢柱进行复核校正,如图4所示。
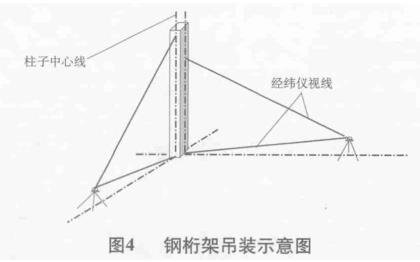
图4 钢桁架吊装示意图
(2)钢桁架就位控制要点
吊装前,必须对钢桁架编号、定位轴线、标高、正反方向及节点板表面质量所在位置等进行全面复核。在钢桁架上安装溜绳、扶手绳,待钢桁架与钢柱连接后,将扶手绳绑紧于两端钢柱上。钢桁架要用四点起吊,吊索角度选用45°~60°。钢桁架校正完毕后,应拧紧钢桁架临时固定支撑和钢桁架两端定位处螺栓,然后及时安装钢桁架的永久支撑系统。钢桁架垂直度、侧向弯曲矢高误差采用手拉葫芦进行调整;相邻钢桁架接头部位中心错位及顶面高差用千斤顶进行调整,如图5所示。
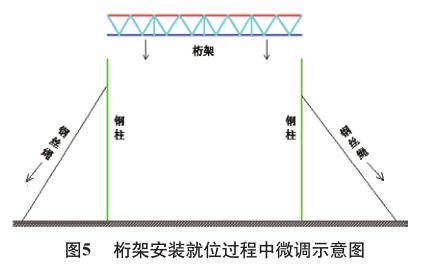
图5 桁架安装就位过程中微调示意图
(3)连接控制要点
行车梁和钢柱牛腿连接固定采用扭剪型高强螺栓,性能为10.9级。安装高强螺栓时钢构件的摩擦面应保持干燥清洁,不得在雨中进行作业,用电动扳手控制高强螺栓的紧固程度。连接檩条墙梁用的普通螺栓不得垫两个垫圈。所有安装螺孔禁止采用气割进行扩孔,当板叠销孔超出允许偏差造成连接螺栓不能穿通时,可用铰刀进行修整,但修整后的最大直径应小于螺栓直径的1.2倍,铰孔时应防止铁屑落入板叠缝隙。
结语
本项目钢结构施工历时93天(实际施工时间为70天),完成了主次桁架共计482榀,总重量为4930t,实现了快速精准安装的目的,为以后大型钢结构厂房综合施工积累了施工经验。编辑:袁会波