资讯推荐
INFORMATION咨询热线
400-880-5582 地址:福建省厦门市集美区杏林湾478号2801单元
业务:400-880-5582
传真:0592-5705863
邮箱:zg@xmzgxcl.com
业务:400-880-5582
传真:0592-5705863
邮箱:zg@xmzgxcl.com
厂家推荐
FACTORY- 泰州澳门新葡萄京27111com生产厂家 YXB70-200-600型澳门新葡萄京27111com
- 海南海口澳门新葡萄京27111comTD4-160型钢筋桁架澳门新葡萄京27111com厂家
- 南通澳门新葡萄京27111com生产厂家 YXB76-305-915型澳门新葡萄京27111com
- 贵州黔南澳门新葡萄京27111com型号 TD7型钢筋桁架澳门新葡萄京27111com
- 湖南永州压型钢板工厂 YXB65-254-762(B)澳门新葡萄京27111com
- 常德压型钢板厂家 YXB65-220-660(B)闭口澳门新葡萄京27111com
- 广州压型钢板厂家 YX75-230-690型澳门新葡萄京27111com型号
- 云南丽江澳门新葡萄京27111comTD5-80型钢筋桁架澳门新葡萄京27111com厂家
栓钉焊接质量控制及施工操作要点
发布时间:2020/04/30 点击量:
近年来,我国高层钢结构框架建筑迅猛发展,钢结构建造中的栓钉焊接质量已成为设计、制作、施工安装、验收等的关键点。栓钉焊接质量既与焊接工艺、焊工技术水平有关,也与焊接前的技术准备及栓钉焊机的技术性能密切相关。栓钉作为重要的抗剪连接件,在质量检查验收中也是重中之重。
栓钉焊接,也称为螺柱焊,分为电弧栓焊和储能栓焊。本工程使用的是电弧栓焊,采用直接接触方式,在通电激发电弧的同时提升栓钉,使电流有小到大,完成加热过程。
为提高栓钉施工质量,本文阐述了如何进行栓钉焊接质量控制、栓钉材料控制,施工准备、栓钉焊接施工操作要点、栓钉焊接检验和栓钉焊接缺陷处理。
一、原材料的质量控制
1.栓钉质量控制
栓钉应采用低碳合金钢制成,化学成分可靠,强度稳定,可焊性、顶锻性能良好。
1)栓钉化学性能应符合规定。
2)栓钉机械性能见下表:

3)栓钉表面观察应无裂纹、皱纹、扭歪、弯曲等缺陷。
2.焊接瓷环质量控制
瓷环是为了集中电弧热量,隔离外部空气,保护电弧和熔化金属免受氧、氮的侵入并防止熔融金属的飞溅。其主要作用有以下几点:
1)使熔化金属成型,不外溢,起到铸模的作用。
2)使熔化金属与空气隔开,防止熔化金属被氧化。
3)集中电弧热量,并使成型焊缝缓慢冷却。
4)释放焊接过程中的有害气体。
5)屏蔽电弧光与飞溅物。
6)充当临时支架。构成焊枪操作系统的一部分。
瓷环产品的精确程度和稳定性,直接影响栓钉焊接的质量。因此对瓷环的质量检查要求如下:
1)中心孔的内外直径、椭圆度、壁厚应均匀一致。
2)禁止使用已经破裂和有缺损的瓷环。
3)受潮瓷环要经过120℃,1h-2h的烘烤,中间放潮气5min。
二、栓钉焊机及设备的控制
应选用QZL-2000A/FRNK-2000A/MRN-2000A/YD-2000LS-2等型号的焊机,应根据现场施工条件、供电要求、施焊数量确定焊机台数、一次电源线长度、稳压电源、把线长度等。因焊接电源耗用电流大,应考虑专路供电。因此,对焊机的检查如下:
1.应检查焊机、焊枪的绝缘是否完整可靠。
2.应检查电源线和控制线是否压接可靠,接触良好,绝缘完整无破损。
三、栓焊作业前的现场准备的控制
1.清除栓钉上的水分,油污和过量的铁锈。
2.压型板采用镀锌钢板时,应使用乙炔氧焰在栓钉位置烘烤,采取相应除锌措施。
3.受潮瓷环要烘烤、干燥。
4.电源电缆已安装完成,栓钉机及栓钉枪接零保护可靠。
5.安全防护、消防器材已到位,焊接作业下方,易燃物已清理干净,现场监管人员到位。
6.操作工人应佩戴防护眼罩,穿戴防护服,安全带。
四、栓焊班前工艺检验的控制
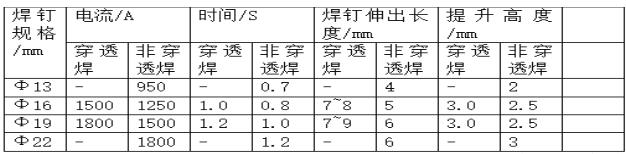
1.根据栓钉直径、被焊钢材的表面情况、镀层材料等,按下表选择相应的工艺参数。
2.班前试焊三个焊钉,焊钉应挤出360°焊脚,并做30°弯曲试验,使用0.3~0.5Kg的铁锤敲击,声音沉闷的应是没有焊透,必须返工处理。声音脆响的用铁锤沿焊脚薄弱的反向敲击,连续敲击30°后观察焊缝及其热影响区不得有肉眼可见的裂纹。否则,重新调整焊接电流、通电时间、焊钉伸出长度及高度,直至焊接质量符合要求。
3.使用焊钉焊接时,应使工件处于水平位置,栓枪应垂直对正工件,栓钉不应有歪斜,不正等现象。
4.压型板翘曲时应使用工具局部压紧,使之与母材间隙不超过1mm。
五、焊接质量控制
1.焊缝无气孔、无夹渣,焊脚应均匀。
2.如果存在下列情况之一,应进行修补:
1)焊脚立面的未熔合或不足360°
2)焊缝高度≤1mm
3)焊缝宽度≤0.5mm
4)焊缝咬肉深度≥0.5mm
六、焊接缺陷的修补质量控制
1.对焊脚未挤出360°的栓钉,应使用手工电弧焊把焊脚填够高度。
2.对于栓钉脱落部位,应将该区域打磨平整,如有被拉去母材的凹坑,则应先将凹坑焊满磨平,再进行补焊。
结语
通过对栓钉施工全过程的解析,可对上述问题在施工方面有效的引导和预防,提高工程质量,为工程相关人员提高借鉴参考。(编辑:夏思远 原文:栓钉焊接施工的质量控制)